

隨著鋼筋籠繞籠機的廣泛普及和應用,如何在保障鋼筋籠物料加工質量與生產效率的基礎上,進一步降低鋼筋籠繞籠機的作業能耗,這無疑是當前每一個建筑施工單位都尤為關心的一個話題。近些年,我公司結合多年的研究與試驗,逐漸摸索出一套行之有效的鋼筋籠繞籠機能耗節省方案,并取得了非常好的成效,現就來與廣大業內人士共同交流交流,以期達到降低機械能耗,提高機械作業效率的目的。
■預埋件制作
預埋件可用手工焊、電弧焊、埋弧焊、細焊絲焊、二氧化碳焊、接觸凸焊和摩擦焊制作。上述這些方法焊接單位重量鋼板的所耗電量各不相同。用電弧焊焊接1公斤鋼板耗1.4~11千瓦小時的電量,這種方法效率低、浪費大。用電較少的是摩擦焊、搭接接觸凸焊和丁字焊接的埋弧焊。近來開始應用壓制成型的預埋件,可不用焊接,節約鋼筋籠繞籠機生產能源,每平方米預埋件還可節省0.5公斤鋼材,值得推廣使用。
■直條鋼筋的制作
直徑40毫米以下的直條鋼筋采用裝有可滾動工作臺和切斷機的各種機械設備,加工廢品不許超過1%。這些加工后的廢料可在制作預埋件時加以利用。鋼筋籠繞籠機裝有可滾動的工作臺和自動操縱臺。現在還研制成每臺班加工50~80噸鋼筋的專用自動化調直切斷設備。由于鋼筋的焊接接頭耗電很大并很難操作,在國外這樣的鋼筋車間實際上已不采用。鋼筋接頭釆用摩擦焊是較經濟的。其生產效率和焊接質量都很高,所需電功率可減少6/7~9/10,還可改善衛生條件(無有害氣體和紫外線產生)。

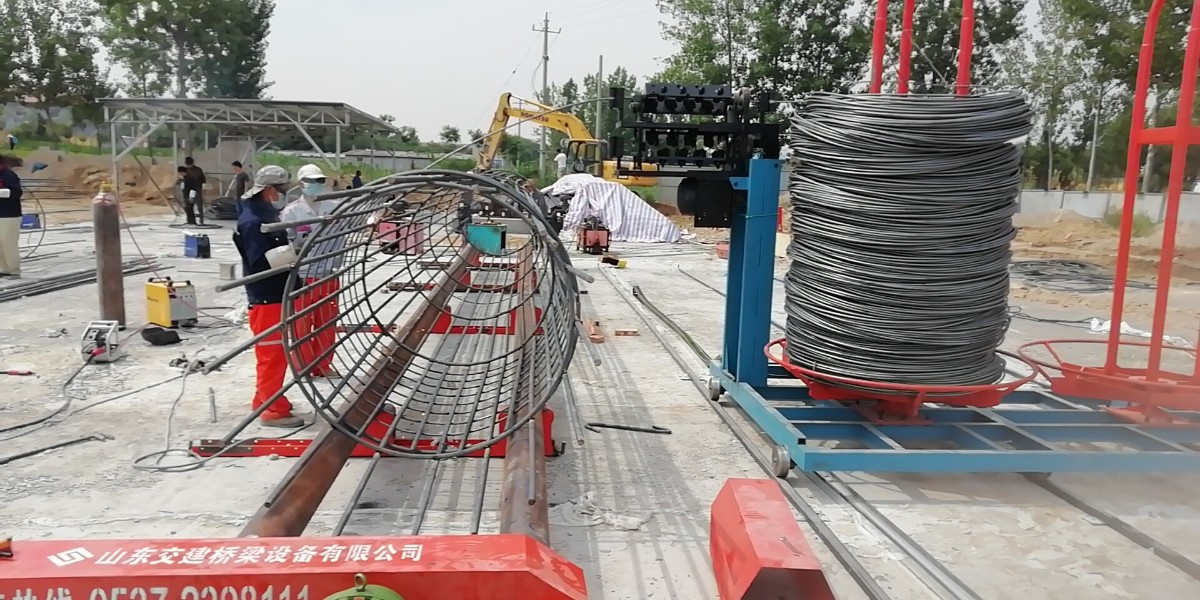
■鋼筋籠和鋼筋骨架的焊接
目前鋼筋籠和鋼筋骨架基本上是用各種多頭和單頭點焊機焊接。從能源消耗來看,這些點焊機較大的缺點是點焊和輔助生產過程(鋼筋網的移動、切斷、卸車和成堆)都是采用氣動,耗用大量壓縮空氣。鋼筋籠繞籠機的功率可達1200千伏安。電能基本消耗在焊接上,精制和粗制焊接能明顯地影響電的用量。焊接工藝的基本參數為焊接電流、被焊點的電阻、電壓和施焊時間,其中焊接電流的強度與焊接過程是二次函數關系,而其它參數成線性關系。為了提高十字交叉處的點焊質量,須使該處具有特定的溫度并熔化相當數量的鋼筋,鋼筋十字交叉點受熱熔化越快。則與焊點相聯的鋼筋受熱、周圍空氣受熱和輻射熱的熱損失越少,所以較好采用粗制焊接、提高電流強度和縮短焊接時間,其它焊接參數可不變。
以上僅是我公司結合自身實際生產實踐,總結出來的一套鋼筋籠繞籠機能耗節省方法,所以難免存在諸多不妥之處,為能夠進一步提高機械生產效率,降低生產總成本,我們在以后的實踐中會繼續總結,并將經驗分享給大家,
希望能為推進繞籠機的應用盡一些微薄之力。
| 上一條:淺談鋼筋彎曲機結構設計的特殊性 每一個都會讓你大開眼界 | 下一條:數控鋼筋彎曲中心使用方法 - 專業程度決定企業生產的成敗 |








 魯公網安備 37089702000456號
魯公網安備 37089702000456號 首頁
首頁
 產品展示
產品展示
 電話
電話
 聯系我們
聯系我們